P+F洗车机传感器(一)事故单位及相关单位情况1、天津捷喜爱汽车零部件有限公司(以下简称捷喜爱公司)。捷喜爱公司成立于2005年8月10日,为有限责任公司(中外合资)。统一社会信用代码:911201167773272564,注册资本:壹仟柒佰万美元;法定代表人:CHOE HUN(美国籍);注册地址:天津自贸试验区(空港经济区)航空路51号;经营范围:轮毂、驱动桥总成、盘式制动器总成及其零部件的生产、销售,相关新产品的研发,仓储服务等。主要生产汽车轮毂,年产量135万件。2、天津泰达滨海清洁能源集团有限公司(以下简称泰达能源公司)。泰达能源公司成立于1994年3月16日,为有限责任公司(港澳台法人独资)。统一社会信用代码:91120118600580977R,注册资本:贰亿伍仟万美元;法定代表人:董成江;注册地址:天津自贸试验区(空港经济区)环河北路80号空港商务园东区6号楼501-2室;经营范围:国际贸易,研制开发、生产销售各类燃气具及配件,煤气设备、测量仪器、仪表及相关配套设施,煤气供应工程的设计及设备安装,相关咨询服务,液化石油气、天然气设施的开发、建设及相关配套售气,技术服务、技术咨询、自有设备租赁,液化石油气充装及销售(限分支机构经营),燃气具及相关配件的进出口。该企业与捷喜爱公司于2007年5月11日签订《工业管道供用气合同》,合同编号TJ-201-071。(二)事故车间及工艺流程情况1、事故车间情况事故发生在捷喜爱公司厂院北侧一车间的涂装作业区。该车间主体为单层局部二层,钢结构,高10.7米,轻质屋顶,耐火等级二级,建筑面积8082.3㎡,占地面积6960.54㎡,内有涂装、轮辐、轮辋、包装等作业区。涂装作业区位于车间最北侧,占地面积1780㎡,四周有彩钢板围挡与本车间内其他作业区相隔,并留有人员进出通道。2.涂装工艺流程(1)前处理:先将轮毂毛坯成品经水洗(自动喷头喷洗,水温50度左右)、脱脂(喷头自动喷脱脂剂,温度50度左右),金属表面调整(喷头自动喷洒药剂使轮毂表面上形成结晶,使其增加附着性)、水洗。(2)电泳:将轮毂浸入电泳槽,通电使产品表面附着水性漆。(3)后处理:以喷淋方式对轮毂进行水洗,水洗后人工手持连接气泵的气管,用热空气人工吹干轮毂缝隙的水分。(4)烘干:将轮毂通过自动行走链挂钩吊入烘干箱烘干,烘干箱由天然气燃烧炉循环送入热风。(5)包装:烘干完的轮毂,经外观检查合格后包装为成品。(三)事故设备情况燃烧烘干设备事故涉及的主要设备为燃烧烘干设备,包含燃烧炉和烘干箱、燃气供气管道,具体情况如下:(1)燃烧炉。燃烧炉长5.1米、宽2.7米、高2.35米,炉体由耐热钢制造,壁厚150毫米,产自韩国。该燃烧炉为直接加热式燃烧装置,烧炉烧嘴位于燃烧炉南侧。燃烧炉通过两个风道气孔与上方的烘干箱相连,实现空气在内部进行循环和热交换。燃烧炉外侧装有两个风机,一个位于燃烧炉东侧,功率18.5KW,用于使燃烧炉形成微负压;一个位于燃烧炉上部偏南侧,功率1.5KW,负责供空气。(2)烘干箱。烘干箱长26.4米、宽3.8米、高3.6米,壁厚150毫米,位于燃烧炉正上方,中间间隔0.9米。燃烧炉开始工作时,天然气和空气管道阀门开启,向炉内输送气体,同时点火装置点火,天然气在炉内燃烧。天然气燃烧加热炉内空气,热空气在炉内风机作用下沿着风道送至上部烘干箱烘干产品。送风后燃烧炉内呈现微负压,烘干箱中的气体通过另外一个风道又进入到燃烧炉中,形成燃烧炉和烘干箱的气体循环。(3)燃气供气管道。燃气供气管道主进气管径(调压站至车间外调节阀处):DN200;车间内送气管径:DN150,DN80;燃烧炉进气管径:DN50。燃烧炉使用天然气作为燃料,通过燃气管网向炉内输送天然气,燃烧炉进气压力为30kPa。2.燃烧控制器燃烧控制器(Flame Safeguard Primary Control)是集点火、火焰检测、燃烧控制为一体的燃烧器控制装置,具有熄火保护和报警功能。燃烧炉启动后的进气、点火、电磁切断阀开闭等指令均由燃烧控制器自动控制完成。燃烧炉燃烧器喷嘴处安装有离子棒作为火焰探测器(熄火保护装置传感器),检测到火焰后,离子棒产生离子电流信号并直接传输到燃烧控制器。如果检测炉内燃烧出现异常(火焰熄灭、不能正常点火、接收不到离子棒电信号等),燃烧控制器会发出切断燃气的指令,主燃气进气管道上的电磁切断阀会自动关闭,防止天然气继续输送到炉内产生危险。事故燃烧炉使用的燃烧控制器2007年开始在另一燃烧设备上使用,后因生产线调整而停止使用,2018年更换到现有设备上(与被替换的燃烧控制器为同厂家、同型号产品)。(四)事故现场勘察情况事故发生后,事故调查组组织事故单位、设备厂家和相关专家对现场进行了勘验,具体如下:1.整个生产车间受爆炸冲击损坏,车间内物品受爆炸冲击变形、位移、脱落等痕迹明显,车间彩钢板屋顶部分掀起。正在作业的生产线受爆炸冲击最为严重,其中以烘干设备区域最为明显,整个烘干设备全部损毁。2.燃烧炉整体呈现由内向外的冲击变形痕迹。沿着生产线轨道方向前后两侧的壁板受冲击变形位移,尤其以上侧变形位移明显,其中安装有风机的前侧壁板上部完全与箱体分离,后侧壁板内层弯曲变形,外层与内层分离跌落在地面上。左右两侧壁板也受冲击向外凸起,尤其是外层铁皮部分与炉体分离。炉体两侧铁皮之间的角钢也向外侧弯曲变形,整个燃烧炉四周的金属铁皮有多处受冲击的撕裂变形痕迹。3.烘干箱位于燃烧炉上部,已完全炸损,彩钢板的箱体受冲击全部撕裂、碎片被抛出到车间不同位置。烘干箱内的轨道向两侧弯曲,烘干箱内的轮毂全部飞出,抛落至不同的位置。烘干箱地板中部向下方凹陷,固定横梁两端向上翘起,表明爆炸在烘干箱形成了向四周的非常强的冲击作用力,致使整个烘干箱受损严重。4.烘干箱与燃烧炉之间原本有0.9米的距离,两者之间有风道连接,现场勘验时风道受损毁变形,部分区域撕裂。烘干箱底板受损后向下跌落至燃烧炉表面,风道受挤压后严重变形。5.距离烘干设备较近的轨道、水洗、脱脂、控制设备以及各自连接的管路也受损严重,烘干设备南侧的彩钢板隔墙受冲击全部损毁,烘干箱上部的车间彩钢板屋顶也全部被抛出,金属钢梁向上变形。上述物品的受损痕迹表明来自烘干设备处的爆炸冲击作用力形成了向四周的冲击作用力,形成以烘干设备为中心的向四周的爆炸冲击痕迹。在爆炸冲击波作用下,烘干厂房发生严重损毁,产生的碎片或物品冲击作用下导致附近作业人员伤亡。经过现场勘验及进一步论证,判断分析该爆炸性质属于化学爆炸,爆炸物质为烘干设备加热使用的燃料天然气。(五)燃烧炉部件试验1.电磁切断阀完好性试验。现场勘验时拆卸了燃气管路上的两个电磁切断阀,切断阀均处于关闭断气状态,但阀体端部密封盖内表面局部有裂纹。整个切断阀壳体保持完好,密封盖在切断阀壳体内部,不易受外部影响。因此分析该裂纹系平常使用时形成,但经过对该切断阀进行打压试验,该切断阀密封状态良好,密封盖裂纹处没有出现泄漏现象。2.送风风机及燃气压力完好性试验。现场将燃烧器拆卸后检查,燃烧器上的进气管路和助燃送风管路均连接正常,调整送风和送气的两个风门也安装正常,未有变形或损坏的痕迹存在。现场对燃烧器的助燃送风风机进行测试,风机送风正常。同时检查燃气的室外供气管路,管路的供气压力正常,未出现有高压供气的情况存在。3、燃烧控制器模拟运行试验情况。事故调查组对燃烧控制器进行了模拟点火测试,以检测燃烧控制器性能。测试以事故企业提供的同型号的燃烧控制器和事故燃烧炉所用燃烧控制器作比对分析。测试表明事故设备用燃烧控制器异常,不能像另一个在用控制器一样接收火焰信号并相应动作。

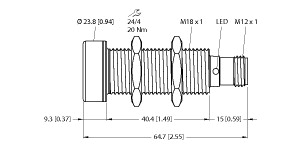
(P+F 超声波传感器 UC4000-30GM-IUR2-V15)
参数化接口,用于通过服务程序 ULTRA 3000 根据具体应用调整传感器设置,模拟电流和电压输出,同步选项,可调声功率和灵敏度,温度补偿
感应范围 : 200 ... 4000 mm 调整范围 : 240 ... 4000 mm 死区 : 0 ... 200 mm 标准目标板 : 100 mm x 100 mm 换能器频率 : 大约 85 kHz 响应延迟 : 最短 145 ms
440 ms,出厂设置 绿色 LED : 常亮:通电
闪烁:待机模式或程序功能检测到物体 黄色 LED 1 : 常亮:物体在评估范围内
闪烁:程序功能 黄色 LED 2 : 常亮:在检测范围内有物体时
闪烁:程序功能 红色 LED : 常亮:温度/编程插头未连接
闪烁:发生故障或编程功能没有检测到物体 温度/示教连接器 : 温度补偿 , 评估范围编程 , 输出功能设置 工作电压 : 10 ... 30 V DC ,纹波 10 %SS 功耗 : ≤ 900 mW 可用前的时间延迟 : ≤ 500 ms 接口类型 : RS 232, 9600 Bit/s , 无奇偶校验,8 个数据位,1 个停止位 同步 : 双向
0 电平 -UB...+1 V
1 电平:+4 V...+UB
输入阻抗:> 12 KOhm
同步脉冲:≥ 100 µs,同步脉冲间歇时间:≥ 2 ms 同步频率 : 输出类型 : 1 路电流输出 4 ...20 mA
1 路电压输出 0 ...10 V 分辨率 : 评估范围 [mm]/4000,但是 ≥ 0,35 mm 特性曲线的偏差 : ≤ 0,2 % 满量程值 重复精度 : ≤ 0,1 % 满量程值 负载阻抗 : 电流输出: ≤ 500 Ohm
电压输出: ≥ 1000 Ohm 温度影响 : ≤ 2 满量程值的 %(带温度补偿)
≤ 0.2%/K(无温度补偿) 符合标准 : UL 认证 : cULus 认证,一般用途 CSA 认证 : 通过 cCSAus 认证,一般用途 CCC 认证 : 额定电压 ≤ 36 V 时,产品不需要 CCC 认证/标记 环境温度 : -25 ... 70 °C (-13 ... 158 °F) 存储温度 : -40 ... 85 °C (-40 ... 185 °F) 连接类型 : 连接器插头 M12 x 1 , 5 针 防护等级 : IP65 材料 : 质量 : 210 g 输出 : 评估极限 A1: 500 mm
评估极限 A2: 4000 mm
上升斜坡
淄博洗车机传感器神经细胞通过充当“传感器”相互交流:产生电信号(非常小的电压和电流),以响应特定化合物的输入神经递质当受到电信号刺激时释放神经递质。如果有足够大的电流通过一个生物(人类或其他生物)传导,它的作用将是超越神经元通常产生的微小电脉冲,使神经系统超载,并阻止反射和意志信号都能激活肌肉。由外部(电击)电流触发的肌肉会不由自主地收缩,受害者对此无能为力。
原厂洗车机传感器为使废气催化率达到最佳(90%以上),必须在发动机排气管中安装氧传感器并实现闭环控制,其工作原理是氧传感器将测得废气中氧的浓度,转换成电信号后发送给ECU,使发动机的空燃比控制在一个狭小的、接近理想的区域内(14.7∶1)。若空燃比大时,虽然CO和HC的转化率略有提高,但NOx的转化率急剧下降为20%,因此必须保证最佳的空燃比。实现最佳的空燃比,关键是要保证氧传感器工作正常。如果燃油中含铅、硅,就会造成氧传感器中毒。此外使用不当,还会造成氧传感器积炭、陶瓷碎裂、加热器电阻丝烧断、内部线路断脱等故障。氧传感器的失效会导致空燃比失准,排气状况恶化,催化转化器效率降低,若时间过长会使催化转化器的使用寿命降低。
P+F洗车机传感器轴(轮)重仪由承载器、称重传感器和称重显示台等设备组成。检测时,机动车驶上承载器,称重传感器将测得的质量转换为电信号,最终以数字形式显示在称重显示台上。测出来的数值与标准值的偏差在规定范围内,才算“体重”合格。
淄博洗车机传感器使用光电传感器,采集光电信号来监测计算脉搏血容量的变化,然后根据血液内物质的吸光度与浓度成正比的关系,计算反应出人体心率的基本参数。光电传感器受皮肤肤色的影响,故测试时应同时检测静态和动态心率,这里的监测结果应取所有测试结果的平均值。
原厂洗车机传感器 半导体臭氧传感器利用气敏半导体资料,氧化物制成的敏感元件,当它们吸收臭氧时,会产生氧化复原反响,产生或放出热量,使元件的温度产生相应变化,从而电阻产生变化,将臭氧的浓度变换为电信号,经过相应的算法就能够得到臭氧的浓度值,一般状况,随着臭氧的浓度添加,元件阻值明显增大,在必定范围内,呈线性关系。
字轮上设有2个扇形通孔,第一扇形孔和第二扇形孔。光源发出的平行光到达到对应的接收器,而挡住其它的发射光。当表字轮随着用户用水而转动时,在传感器和感应器之间必然出现透空和隔断的情况,有的接收器能够接收到发射光而导通,有的接收器没有接收到发射光而无法导通。光电发射装置上设有红外发光二极管,在光电接收装置的对称位置设有红外光敏元件。在对称位置设置红外发光二极管和红外光敏元件,用来接收光电信号。光电发射装置由5个红外发光二极管和发射电路组成,光电接收装置由5个红外光敏元件和接收电路构成。光电发射装置发射光用于光电接收装置接收,光敏元件因为其特性在光照条件下呈现低阻抗状态,在无光条件下呈现高阻抗状态,这样接收不同光形成不同编码状态。红外发光二极管沿半圆周设置,位于两侧的红外发光二极管与半圆的两边缘半径成18度夹角,其余红外发光二极管之间成36度夹角均匀布置;红外光敏元件对称分布于字轮的另一侧。采用此设置方式,可以提高光电信号采集的准确度。单片机上设有防磁电路。该电路对电磁干扰具有极高的抗干扰性,所以在复杂的使用环境下能够稳定准确可靠地实现计量。水表上设有流量传感器,采用的流量传感器是韦根型流量传感器。韦根型流量传感器作用是提供可靠的流量脉冲给单片机用于统计流量。M-Bus总线通讯给水表供电。光电直读远传水表日常工作无需供电,避免了由于供电不稳定或故障引起的计量误差及大量的维护工作。只有在需要抄表时才通过M-Bus总线给仪表供电,抄表结束后即可断电。
当房间内的人放下戒心开始说话或者播放音乐时,研究人员通过把这些收集到的信息喂给笔记本电脑,笔记本电脑就能对读数进行分析。在这个过程中,数模转换器就登场了,这个转换器能把传感器收集到的电信号转换为数字信号。
在我们南京的一个射击枪馆一共也就9条靶道,而且这已经是我们建设较多靶道的射击馆了。并且现在枪馆一般都是采用悬挂定位靶,系统采用国际领先的声电定位技术,子弹穿透空腔靶板时,内部的三角形布阵的声电信号采集传感器将子弹激波采集起来,通过时差计算电路与数据解算模块将子弹的坐标进行计算,通过显示器实时显示。报靶精度高,靶纸更换方便,基本可以满足日常的射击需求。
CIS 芯片(CMOS 传感器)是车载摄像头中价值量最高环节,主要功能是将光信号转换成电信号,兼具模拟电路与数字电路。根据 IC Insights 预测,2021-2025 年车用 CIS 复合年增长率高达 33.8%,2025 年全球市场规模将达 51 亿美元。