P+F洗车机传感器输出处理系统具有现场数据实时传送、远程故障诊断、报表统计和图形数据分析等功能,实现了工作现场的无人值守。整套系统结构简单,动态,实时性强,组网灵活,运行成本低,同时系统采用模块化结构,组合方便,并且能够完全满足与企业内部的DCS系统和的数据系统通讯的要求。

(P+F 超声波传感器 UC4000-30GM-E6R2-V15)
参数化接口,用于通过服务程序 ULTRA 3000 根据具体应用调整传感器设置,2 路可编程的开关输出,迟滞模式可选,可选窗口模式,同步选项,可调声功率和灵敏度,温度补偿
感应范围 : 200 ... 4000 mm 调整范围 : 240 ... 4000 mm 死区 : 0 ... 200 mm 标准目标板 : 100 mm x 100 mm 换能器频率 : 大约 85 kHz 响应延迟 : 最短 145 ms
440 ms,出厂设置 绿色 LED : 常亮:通电
闪烁:待机模式或程序功能检测到物体 黄色 LED 1 : 常亮:开关状态开关输出 1
闪烁:程序功能 黄色 LED 2 : 常亮:开关状态开关输出 2
闪烁:程序功能 红色 LED : 常亮:温度/编程插头未连接
闪烁:发生故障或编程功能没有检测到物体 温度/示教连接器 : 温度补偿 , 开关点编程 , 输出功能设置 工作电压 : 10 ... 30 V DC ,纹波 10 %SS 空载电流 : ≤ 50 mA 接口类型 : RS 232, 9600 Bit/s , 无奇偶校验,8 个数据位,1 个停止位 同步 : 双向
0 电平 -UB...+1 V
1 电平:+4 V...+UB
输入阻抗:> 12 KOhm
同步脉冲:≥ 100 µs,同步脉冲间歇时间:≥ 2 ms 同步频率 : 输出类型 : 2 路开关输出,PNP,常开/常闭,可编程 额定工作电流 : 200 mA ,短路/过载保护 电压降 : ≤ 2,5 V 重复精度 : ≤ 0,1 % 满量程值 开关频率 : ≤ 1 Hz 范围迟滞 : 调节后工作范围的 1%(默认设置),可编程 温度影响 : ≤ 2 满量程值的 %(带温度补偿)
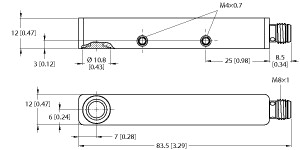
≤ 0.2%/K(无温度补偿) UL 认证 : cULus 认证,一般用途 CSA 认证 : 通过 cCSAus 认证,一般用途 CCC 认证 : 额定电压 ≤ 36 V 时,产品不需要 CCC 认证/标记 环境温度 : -25 ... 70 °C (-13 ... 158 °F) 存储温度 : -40 ... 85 °C (-40 ... 185 °F) 连接类型 : 连接器插头 M12 x 1 , 5 针 防护等级 : IP65 材料 : 质量 : 180 g
烟台洗车机传感器通信安全协议的设计主要由 ECU 节点的校验和传输数据信息的加密 2 部分组成。在汽车行驶前,域控制器随机分配每个 ECU 的身份,ECU 要向域控制器发送认证请求,进行身份认证,从而保证节点的合法性,完成 ECU 节点的校验。汽车行驶过程中,车载网络的通信信息需要加密,以防攻击者窃听、伪装。结合汽车对实时性要求高的特点,数据加密采用 AES 对称加密算法。ECU 身份认证流程如图 7 所示,CAN 通信加密报文格式如图 8 所示。
样本洗车机传感器防火墙的异常检测技术有多种,常见的检测技术包括入侵异常检测方法,基于神经网络、聚类、遗传算法,基于信息熵、关联规则等。入侵异常检测方法主要通过对大量正常行驶的汽车的通信数据进行分析,构建汽车通信网络安全模型,并用该模型监视用户及系统的行为,分析是否存在异常的非法数据活动,并向用户报警记录。汽车报文分为周期报文和事件触发报文,入侵异常检测技术可以根据不同情况建立模型。周期报文是通过设定报文周期阈值构建入侵检测模型,将报文周期与阈值对比进行判定;事件触发报文没有固定的发送周期,但多数报文的操作指令相互关联,如汽车的车速信号与刹车信号存在负相关关系,油门踏板信号与车信号存在正相关关系。因此, 通过大量的数据分析构建通信报文正/负相关入侵检测模型,一旦报文关联出现较大的偏差,则判定为入侵行为并报警。由于汽车车载芯片的计算能力不足以同时实现安全性与实时性的最大化,因此现采用的入侵检测的方法需要在保证实时性的基础上,对入侵进行有效检测,目前针对汽车车载报文流量监测是最为有效的办法。安全防火墙中访问控制、通信标准检测、异常分析的入侵检测流程如 6 所示。
P+F洗车机传感器LDS SLAM 激光导航:2016 年,石头科技把自主研发的 LDS SLAM 导航算法应用到米家扫地机器人上,并搭载多 个传感器,机器人先是通过激光测距仪测距后通过 SLAM 算法绘制地图并规划清扫路线,通过陀螺仪、里程计、跌 落传感器、碰撞传感器来实现避障、防跌落等功能。激光扫描测距模块扫描速度可达 5×360°/秒,覆盖直径 12 米 的测距范围,误差不超过 2%。智能扫地机器人工作在多样化的家庭环境中,这对 SLAM 算法提出了更高的鲁棒 性、稳定性和自适应性要求:1)通过融合粒子滤波算法和扩展卡尔曼滤波算法解决了激光测距传感器数据异常时的 定位错误问题,当传感器被遮挡时也能准确定位,提高了应对家庭复杂环境的鲁棒性;2)通过构建 SLAM 算法的 CPU+GPU 的异构计算体系,提高实时性和准确性的同时降低成本;3)基于深度学习技术构建分类神经网络,通过 传感器数据识别出和各种运动模型的匹配程度,综合机器人动力学模型来选择相适应的粒子分布模型和重采样模 型,提升状态异常和工作环境变化时的自适应性和定位的准确性。
烟台洗车机传感器“当前,工业物联网技术面临如下一些挑战:一是工业网络对传输实时性、可靠性的需求远超普通网络,如何保障工业网络的传输性能,尤其是在无线场景下?二是工业物联网设备之间具有严格的时序约束关系,如何确保设备之间的精确时钟同步与实时调度?三是目前工业现场总线有几十种协议,不同工厂网络之间互通困难,如何突破这些障碍,实现工厂网络与互联网之间的深度融合?”王恒针对上述挑战,将研究工作集中在两个方向,一个是工业无线网络,另一个是全互联制造网络。“针对这两个方向,我们团队提出了工业强实时环境下的精确时间同步、确定性调度、共存等无线网络关键技术解决方案,并突破传统控制系统的分层结构,研究构建了全互连制造网络,实现底层工业物联网与互联网之间的无缝融合与集成,满足新兴的智能制造对网络集成与信息共享的需求。”
样本洗车机传感器物联网技术数字拳生是物理世界在数字世界的拳生,如何实现数字拳生与物理世界的虚 实映射是数字拳生实施的基础。物联网是以感知技术和网络通信技术为主要手 段,实现人、机、物的泛在连接,提供信息感知、信息传输、信息处理等服务的基础 设施。随着物联网的不断健全和完善,数字拳生所需的各种数据的实时采集、处 理得以保障。在空间尺度上,由于物联网万物互联的属性,面向的对象由整个产业 垂直细分至较小粒度的物理实体。同时,在时间尺度上,由于物联网实时性的提 升,使得不同时间粒度的数据交互成为可能。以上使得数字拳生正在变得更加多 样化和复杂化,使得数字世界和物理世界能够在物联网的支持下进行时间和空间 上细粒度的虚实交互,以支撑不同尺度的应用。
摘要:在制造业朝着自动化、柔性化、智能化发展的潮流中,传统的工业测量技术难以同时胜任高精度、高效率、高便捷性的要求,本文提出以工业摄影测量技术为基础的测量系统,其具有实时性、便捷性、自动化和智能化的特点,获取的高质量的三维数据,可用于逆向工程、质量检测、辅助智能制造等典型工业应用场景。同时介绍了该测量系统的技术路线,从硬件设计、算法优化等方面提出了见解。
桥梁健康监测系统是对常规的检查、检测和载荷试验的重要补充,其不可替代性主要表现在连续性、同步性、实时性和自动化四个方面;连续性,有目的的长期积累桥梁监测数据,用于结构损伤识别和趋势分析;同步性,各参数可同时采集,便于分析桥梁响应与载荷作用之间的相关性,及时掌握影响桥梁性能退化的关键因素;实时性,实时掌握桥梁结构动态、静态、环境、载荷等响应,及时预警;自动化,通过自动化采集方式,获取监测数据,克服人工巡检无法到达、无法操作、人员安全等问题。
对称加密计算量小、速度快,适用于汽车大数据通信。对称加密算法中,加密方和解密方事先都必须知道加密的密钥,发送和接收双方都使用该密钥对数据进 行加密和解密。基于对汽车数据的安全性和实时性的 要求,可以根据已校验成功的 ECU ID 以及数据发送 ECU 和接收 ECU,建立独立的加密表作为密钥对数据进行加密,并根据对汽车实时性的验证,相应调整加密表的加密难易度,最大化地保证数据的安全。
尽管近年来激光雷达扫描(LiDAR)、多视角立体匹配(multi-view stereo,MVS)、飞行时间法3D相机(time of flight,TOF)等新兴技术发展迅猛,成为了摄影测量领域的主要技术手段,但是由于其精度难以满足工业测量的需求,故而始终未能进入工业摄影测量领域。精度是工业测量的首要问题之一,人工目标往往比自然目标具有更高的图像定位精度,通过人工标志点可以在较大的范围内获取最高的摄影测量精度,而在较小的范围内,结构光测量系统可以发挥其静态多频相位观测带来的精度提升作用。除了精度外,实时测量、动态测量、无人工测量等也是工业测量的典型特征。工业摄影测量是利用摄影测量的技术和方法来解决工业测量的问题,因此具有非常鲜明的摄影测量的特点,比如:(1) 非接触式测量。工业摄影测量在获取影像时不需要接触目标本身,不会破坏物体本身固有属性,而且可以在一些不适宜人类进入的场所进行测量。(2) 可以瞬间记录被测物体的大量信息,包括几何信息和物理信息[8]。对于获取的信息进行实时处理,可以快速获得三维空间数据。(3) 数据自动处理。随着数字摄影测量技术的发展,摄影测量数据处理算法可以实现自动处理。(4) 随着电子电路、传感器等技术的发展,摄影仪器生产技术得到提高,测量精度不断提高。(5) 随着计算机视觉领域的新算法、新方法的引入,数字(工业)摄影测量的理论和方法也在不断完善[9]。由于以上特点的存在,工业摄影测量在工业测量领域受到越来越多的关注和越来越广泛的应用。尤其是在自动化、智能化等行业发展趋势的推动下,近年来工业摄影测量技术得到迅猛的发展。2 工业摄影测量技术重要进展一方面,随着现代工业的发展,尤其是以数字制造为核心的先进制造技术的迅猛发展,对工业摄影测量技术提出新的要求。另一方面,随着传感器、计算机、电子信息、图像处理、机器人、人工智能等技术的快速发展,工业摄影测量也与电子信息、测试计量技术与仪器、计算机视觉、机器人、人工智能等多个相关学科交叉融合,进入了快速发展的新阶段。工业测量的核心问题是精度和效率,工业零部件在设计阶段就确定了每个几何特征的公差,公差的大小决定了工业测量精度的下限,也是保证不同零部件之间可以装配成功的最低要求。在规定的测量精度范围内,尽可能地提高测量效率,是工业用户不断追求的目标。提高效率从使用角度可以体现在,节省测量前的准备时间、节省测量时的操作时间、节省测量后的处理时间,从技术角度又可以表现为实时性强(时间短)、便捷性好(易操作)、自动化程度高(省人工)以及智能化程度高(干预少)。