P+F接近开关投影仪是一种精密电子产品,它集机械、液晶或DMD、电子电路技术于一体,在使用过程中投影机是比较娇贵的,往往一不小心就会出现各种各样的意外情况。由于投影仪LCD板充分散热一般都有专门的风扇以每分钟几十升空气的流量对其进行送风冷却,高速气流经过滤尘网后还有可能夹带微小尘粒,它们相互磨擦产生静电而吸附于散热系统中,这将对投影画面产生影响。因此,在投影机使用环境中防尘非常重要,一定要严禁吸烟,因烟尘微粒更容易吸附在光学系统中。因此要经常或定期清洗进风口处的滤尘网。为了监测散热系统过滤器的运行情况并防止因为堵塞而引起的异常情况工釆网提供了质量流量防堵塞传感器 - FS7002相对应的解决方案。

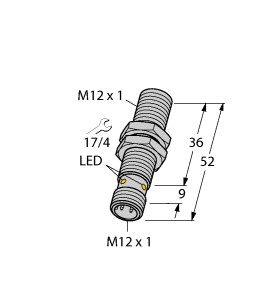
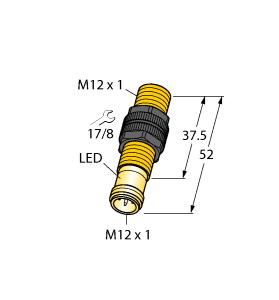
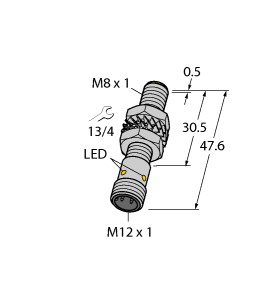
(P+F 电感式传感器 NBN12-18GM50-E0-M-150MM-3DT04)
8 mm,齐平,温度范围扩大
-40 ... +85 °C,E1 型式批准,抗扰度提高至 100 V/m,密封性增强,防护等级
IP68 / IP69K,出色的耐冲击和防振性能
开关功能 : 常开 (NO) 输出类型 : NPN 额定工作距离 : 12 mm 安装 : 非齐平 输出极性 : DC 确保操作距离 : 0 ... 9,72 mm 衰减系数 rAl : 0,5 衰减系数 rCu : 0,4 衰减系数 r304 : 0,7 衰减系数 rBrass : 0,5 输出类型 : 3 线 工作电压 : 5 ... 60 V 开关频率 : 0 ... 1500 Hz 迟滞 : 类型 5 % 反极性保护 : 反极性保护 短路保护 : 脉冲式 感应过电压保护 : 是 浪涌抑制 : 是 电压降 : ≤ 2 V 额定绝缘电压 : 60 V 工作电流 : 0 ... 200 mA 断态电流 : 0 ... 0,5 mA 类型 0,1 µA 在 25 °C 时 空载电流 : ≤ 7 mA 可用前的时间延迟 : ≤ 220 ms 开关状态指示灯 : 黄色 LED MTTFd : 1085,5 a 任务时间 (TM) : 20 a 诊断覆盖率 (DC) : 0 % 符合标准 : E1 型式批准 : 10R-04 环境温度 : -40 ... 85 °C (-40 ... 185 °F) 存储温度 : -40 ... 85 °C (-40 ... 185 °F) 连接类型 : 缆线连接器 Deutsch DT04 , 3 针 有 PUR 电缆 125 mm 线芯横截面积 : 3 x 0.75 mm2 外壳材料 : 黄铜,镀镍 感应面 : PBT 防护等级 : IP68 / IP69K 连接器 : 电缆 : 注意 : 模制 连接器
泰安接近开关造成空调制冷不良还有很多非常细微不容易检查的原因,如冷却风扇、压缩机、车内车外温度传感器发生故障等,这些都是需要有着丰富经验的师傅加上专业的设备才能检查得出来,所以要是发现自己的空调制冷有问题,小编还是建议你把车开回4S店给空调系统做一个全面排查哦。
代理接近开关试题类型试题内容题目难度答案选项A选项B选项C选项D选项E选项F选项G选项H单选题闪光焊机在基地焊轨作业线的焊接工位焊接钢轨被称为( )。困难C移动式闪光焊接闪光焊接固定式闪光焊接接触焊单选题用气体火焰加热焊件,在压力作用下获得牢固接头的焊接方法被称为( )。中等B压力焊气压焊气焊闪光焊单选题焊接接头由焊缝和( )构成。简单D过热区过烧区熔合线热影响区单选题( )仅存在于闪光焊焊缝断口中的局部光滑区域,与周边金属有明显界限。中等D光斑夹渣白斑灰斑单选题光斑又称为白斑,是存在于( )断口中的局部光滑区域,与周边金属有明显界限。困难C闪光焊接头铝热焊接头气压焊接头电弧堆焊接头单选题过烧缺陷存在于焊缝或热影响区,是由于( )熔化而形成的体积状缺陷。困难A晶粒边界碳元素Fe晶核单选题钢轨焊接接头硬度值低于未受影响的钢轨母材硬度平均值的区域被称为( )。困难B焊缝软化区热影响区软点单选题由于钢轨接触焊接过程中产生的高熔点或低熔点氧化物不能从接口中顺利排出,所造成的缺陷是( )。困难D气孔疏松夹渣灰斑单选题用于焊接的在线热处理钢轨应符合( )要求。中等ATB/T2344TB/T2635TB/T3276TB/T1778单选题TB/T1632.1中规定:探伤时焊接接头的温度应冷却至( )℃以下或自然轨温。困难D50603040单选题焊接用高速铁路用钢轨应符合( )规定。困难CTB/T2344TB/T2635TB/T3276TB/T1778单选题从事焊缝探伤作业的人员必须持有中国铁路总公司门无损检测人员技术资格鉴定考核委员会颁发的( )的技术资格证书。困难BⅡ级Ⅱ级或以上Ⅰ级Ⅲ级单选题当接头温度高于40℃时,可浇水冷却,浇水冷却时的轨头表面温度应低于( )℃。困难C200300350500单选题用于v=200km/h线路的焊接接头工作边1米长度内平直度基地验收应符合( )(单位:mm)。困难D0≤b1≤0.3或0≤b2≤0.10≤b1≤0.2或0≤b2≤0.30≤b1≤0.3或0≤b2≤0.30≤b1≤0.2或0≤b2≤0.1单选题设计速度v>200km/h的线路,钢轨铝热焊焊接接头轨顶面1m长度平直度应符合:( )。中等A0.1≤a1≤0.30≤a1≤0.20≤a1≤0.30.1≤a1≤0.4单选题设计速度v≤160km/h的线路,钢轨闪光焊焊接接头轨顶面1m长度平直度应符合:( )。中等B0.1≤a1≤0.30≤a1≤0.30≤a1≤0.40.1≤a1≤0.4单选题设计速度v>200km/h的线路,钢轨闪光焊焊接接头轨顶面1m长度平直度应符合:( )。困难D0.1≤a1≤0.30.1≤a1≤0.20≤a1≤0.30≤a1≤0.2单选题设计速度v≤160km/h的线路,钢轨闪光焊焊接接头轨头工作面1m长度平直度应符合:( ),0≤b1≤0.3或0≤b2≤0.3。中等B0.1≤a1≤0.30≤a1≤0.30≤a1≤0.40.1≤a1≤0.4单选题设计速度v≤160km/h的线路,钢轨铝热焊焊接接头轨头工作面1m长度平直度应符合:( ),0≤b1≤0.3或0≤b2≤0.3。困难D0.1≤a1≤0.30≤a1≤0.30≤a1≤0.40.1≤a1≤0.4单选题设计速度v>160km/h的线路,钢轨闪光焊焊接接头轨头工作面1m长度平直度应符合:( )。困难D0≤a1≤0.30≤b1≤0.30≤a1≤0.20≤b2≤0.30≤a1≤0.30≤b2≤0.30≤a1≤0.20≤b1≤0.3单选题设计速度v>160km/h的线路,钢轨铝热焊焊接接头轨头工作面1m长度平直度应符合:( )。困难A0.1≤a1≤0.30≤b1≤0.30≤a1≤0.20≤b2≤0.30≤a1≤0.30≤b2≤0.30≤a1≤0.30≤b1≤0.3单选题焊接接头轨头侧面工作边平直度的测量位置在( )。困难A轨头侧面工作边上距轨顶面16mm处的纵向线轨头侧面工作边上距轨顶面12mm处的纵向线轨头内侧轨距角圆弧处纵向线轨头侧面工作边上距轨顶面18mm处的纵向线单选题焊接接头轨顶面平直度的测量位置在( )。中等C轨顶面距工作边1/3处轨顶面距非工作边1/3处轨顶面纵向中心线上以上均不对单选题平直度测量应以焊缝中心线两侧各( )mm位置的钢轨表面作为基准点。困难C300400500600单选题TB/T1632.1规定:用于测量平直度的检测直尺的直边测量误差应( )mm。困难B不小于0.05不大于0.05大于0.5不大于0.5单选题落锤试验时,焊接接头温度应满足( )。中等C10℃~40℃<40℃10℃~50℃<50℃单选题静弯试验时,焊接接头温度应满足( )。中等A10℃~40℃<40℃10℃~50℃<50℃单选题钢轨落锤试验机锤头的标准质量为( )。中等B1000kg1000kg±5kg1000kg±10kg100kg单选题钢轨落锤试验机锤头底面圆弧半径大于( )mm时应停用。困难D100200250300单选题钢轨落锤试验机两支座中心线间距为( )mm。简单B500100013001600单选题钢轨静弯试验机应具有( )(以“F”表示)、挠度(以“f”表示)显示和记录装置。中等A载荷力加载速率额定载荷力卸载速率单选题钢轨静弯试验机支座圆弧半径( )mm±5mm。困难B10100200150单选题钢轨静弯试验机支座中心距离为( )mm±5mm。简单D101002001000单选题TB/T1632.2中规定:钢轨除锈面在钢轨待焊时间超过( )以上应重新打磨处理。简单B12小时24小时6小时36小时单选题闪光焊接中,待焊钢轨端面及( ),应除锈打磨。中等D钢轨轨顶钢轨轨底钢轨轨腰钢轨与闪光焊机电极接触部位单选题钢轨闪光焊接前轨温不宜( )。中等B低于0℃低于10℃高于0℃低于零下10℃单选题对于接头错边量超过最大允许值的闪光焊焊接接头,应在焊缝两侧( )mm的位置切掉钢轨焊接接头。简单B80501001000单选题采用移动式焊轨机进行锁定焊接时应使用保压推凸,焊接接头冷却到( )以下方可去除牵引拉力。困难B200℃300℃400℃350℃单选题粗磨应保证焊接接头的表面粗糙度能够满足( )的需要。中等D平直度控制精磨机作业外观质量探伤扫查单选题闪光焊焊接接头正火加热的起始温度应( )。简单B低于500℃轨头表面低于500℃低于350℃轨头低于500℃单选题焊后热处理包括正火以及恢复轨头硬度而使用的焊后( )。中等A欠速淬火回火退火淬火单选题采用中频电感应方式加热时,钢轨闪光焊接头热处理轨头加热温度宜采用在( )。困难A850℃~950℃800℃~950℃900℃±20℃900℃±10℃单选题采用气压焊加热器火焰摆动方式加热时,钢轨闪光焊接头热处理加热温度宜采用( )。困难A850℃~950℃800℃~950℃900℃±20℃900℃±10℃单选题采用气压焊加热器火焰摆动方式加热时,钢轨闪光焊接头热处理加热宽度( )mm。困难A50±1040±1060±1050单选题应采用矫直的方法纠正闪光焊接接头平直度偏差,宜在焊接接头处于( )时进行矫直作业。中等B高于400℃低于400℃常温低于600℃单选题钢轨焊接接头外形精整的长度不应超过焊缝中心线两侧各( )mm限度。简单D4005001000450单选题钢轨固定式闪光焊接头在热处理后应经过不少于( )的时效,然后方可进行矫直和外形精整。简单B12h24h36h48h单选题标准规定60kg/m钢轨闪光焊接头落锤试验应满足( )。中等Ah=3.1m,2次不断h=5.1m,2次不断h=3.8m,2次不断h=2.5m,2次不断单选题标准规定75kg/m钢轨闪光焊接头落锤试验应满足( )。中等Bh=5.2m,1次不断h=6.4m,1次不断h=4.2m,1次不断h=3.1m,1次不断单选题标准规定60kg/m钢轨闪光焊接头静弯试验轨头受压应满足F≥( )kN。中等B1300145016001200单选题标准规定60kg/m钢轨闪光焊接头静弯试验轨头受拉应满足F≥( )kN。中等A1300145016001200单选题60kg/mU71Mn在线热处理钢轨闪光焊接头拉伸性能要求为( )。困难DRm≥880MPaRm≥800MPaRm≥880MPa,A≥6%Rm≥800MPa,A≥6%单选题60kg/mU75V钢轨闪光焊接头拉伸性能要求为( )。中等CRm≥880MPaRm≥800MPaRm≥880MPa,A≥6%Rm≥800MPa,A≥6%单选题60kg/mU71MnG钢轨闪光焊接头拉伸性能要求为( )。中等DRm≥880MPaRm≥800MPaRm≥880MPa,A≥6%Rm≥800MPa,A≥6%单选题60kg/mU75VG钢轨闪光焊接头拉伸性能要求为( )。中等CRm≥880MPaRm≥800MPaRm≥880MPa,A≥6%Rm≥800MPa,A≥6%单选题闪光焊接头断口中允许出现的缺陷有( )。中等A灰斑未焊合夹渣过烧单选题闪光焊焊接接头断口中允许存在少量灰斑。单个灰斑最大面积允许值为( )。简单A10mm220mm210mm30mm2单选题闪光焊接头焊缝和热影响区显微组织应为珠光体和少量( )。简单D魏氏组织贝氏体马氏体铁素体单选题闪光焊焊缝和热影响区轨头的晶粒度要求是( )。中等A不低于8级不低于7级不低于6级不低于9级单选题线路速度大于200km/h的闪光焊接头测试线1硬度值要求是( )。简单C1.1HP≥HJ≥0.95HPHJ≥0.90HP1.05HP≥HJ≥0.95HPHJ1≥0.80HP单选题线路速度不大于200km/h的闪光焊接头轨顶面硬度值要求是( )。简单B1.05HP≥HJ≥0.95HPHJ≥0.90HP1.10HP≥HJ≥0.95HPHJ1≥0.80HP单选题标准规定闪光焊接头轨顶面硬度检测采用( )硬度。简单A布氏洛氏维氏里氏单选题标准规定检测闪光焊接头轨顶面硬度时应将轨顶磨掉( )。困难B1cm1mm0.5cm0.5mm单选题闪光焊接头硬度试验中用“HP”表示( )。中等C焊接接头硬度平均值软点硬度母材硬度平均值软点硬度平均值单选题闪光焊接头硬度试验中用“HJ”表示( )。中等A焊接接头硬度平均值软点硬度母材硬度平均值软点硬度平均值单选题闪光焊接头硬度试验中用“HJ1”表示( )。中等D焊接接头硬度平均值软点硬度母材硬度平均值软点硬度平均值单选题利用测试线1上的各测点硬度值在坐标图上绘制成硬度曲线,线路速度不大于200km/h的接头在焊缝两侧分别将硬度值低于( )的宽度作为软化区宽度,记为w。中等A0.9HP0.9HJ0.8HP0.85HP单选题闪光焊接头硬度试验中用“w”表示( )。简单B焊缝宽度软化区宽度热影响区宽度熔合线宽度单选题闪光焊接头硬度试验测试线1位于轨顶向下( )处。困难B5mm1mm5cm1cm单选题标准规定:移动式闪光焊型式检验落锤项目受检试件数量为( )个。简单B25151020单选题标准规定:固定式闪光焊型式检验落锤项目受检试件数量为( )个。简单A25151020单选题标准规定:移动式闪光焊型式检验静弯项目受检试件数量为( )个。简单D512315单选题标准规定:固定式闪光焊型式检验静弯项目轨头受拉试件数量为( )个。中等C512315单选题标准规定:移动式闪光焊型式检验静弯项目轨头受压试件数量为( )个。中等B512315单选题标准规定:移动式闪光焊型式检验外观受检试件数量( )。简单D153025全部试件单选题固定式闪光焊型式检验断口项目利用落锤试件进行检验,受检试件数量为( )个。简单C2510155单选题纵断面硬度值的测点以焊缝为中心向左右两侧对称排列,测点间距( )mm。中等A57.51510单选题热轧钢轨与热处理钢轨之间的焊接,焊接接头采用( )确定软化区宽度。困难B热处理钢轨平均硬度热轧钢轨平均硬度两种钢轨硬度平均值以上均不对单选题标准规定:闪光焊生产检验外观检验受检数量为( )个。中等B1752单选题标准规定:闪光焊生产检验探伤检验受检数量为( )个。中等B1752单选题标准规定:闪光焊生产检验落锤试验检验受检数量为( )个。中等C1752单选题标准规定:闪光焊生产检验硬度试验检验受检数量为( )个。简单D1752单选题标准规定:闪光焊生产检验断口检验受检数量为( )个。中等C1752单选题固定闪光焊连续焊接( )个接头应进行生产检验。简单B200500800600单选题固定闪光焊焊机停焊( )以上,开始焊接生产前应进行生产检验。简单C1年1周1个月1季度单选题标准规定:调整热处理工艺参数之后的生产检验不需要进行( )项目。中等D硬度显微组织晶粒度落锤单选题( )项目不属于闪光焊生产检验项目。简单A静弯探伤落锤断口单选题铝热焊焊接操作人员应记录焊接过程,记录应保留( )。简单A1个大修期1年2年5年单选题980MPa级60kg/m钢轨静弯试验轨头受拉要求是( )。困难BF≥1500KN,fmax≥10mmF≥1200KN,fmax≥10mmF≥1300KN,fmax≥10mmF≥1400KN,fmax≥10mm单选题980MPa级60kg/m钢轨静弯试验轨头受压要求是( )。困难CF≥1500KN,fmax≥10mmF≥1200KN,fmax≥10mmF≥1300KN,fmax≥10mmF≥1400KN,fmax≥10mm单选题980MPa级钢轨铝热焊接头拉伸性能要求为:( )。简单BRm≥800MPaRm≥780MPaRm≥710MpaRm≥880MPa单选题980MPa级75kg/m钢轨静弯试验轨头受压要求是( )。困难BF≥1500KN,fmax≥10mmF≥1600KN,fmax≥10mmF≥1300KN,fmax≥10mmF≥1400KN,fmax≥10mm单选题880MPa级75kg/m钢轨静弯试验轨头受拉要求是( )。困难DF≥1100KN,fmax≥10mmF≥1200KN,fmax≥10mmF≥1300KN,fmax≥10mmF≥1400KN,fmax≥10mm单选题880MPa级60kg/m钢轨静弯试验轨头受拉要求是( )。困难AF≥1100KN,fmax≥10mmF≥1200KN,fmax≥10mmF≥1300KN,fmax≥10mmF≥1400KN,fmax≥10mm单选题880MPa级60kg/m钢轨静弯试验轨头受压要求是( )。困难BF≥1100KN,fmax≥10mmF≥1200KN,fmax≥10mmF≥1300KN,fmax≥10mmF≥1400KN,fmax≥10mm单选题880MPa级钢轨铝热焊接头拉伸性能要求为:( )。简单CRm≥800MPaRm≥780MPaRm≥710MpaRm≥880MPa单选题热处理钢轨的铝热焊接头对于软化区宽度的要求为( )mm。中等BW≤20W≤30W<20W<30单选题热轧钢轨的铝热焊接头对于软化区宽度的要求为( )。中等AW≤20W≤30W<20W<30单选题热轧钢轨铝热焊焊缝硬度要求为( )(HBW10/3000)。困难AHP±20HP±30HP-40~HPHP-40~HP+20单选题热处理钢轨铝热焊焊缝硬度要求为( )(HBW10/3000)。困难CHP±20HP±30HP-40~HP+20HP-20~HP单选题铝热焊焊缝中允许出现少量气孔,当气孔最大尺寸为2mm时,允许数量为( )个。简单B2134单选题铝热焊焊缝中允许出现少量气孔,当气孔最大尺寸为1mm时,允许数量为( )个。简单C4321单选题铝热焊焊接接头焊筋表面最多可出现( )个最大尺寸不超过2mm的气孔。简单C1234单选题铝热焊焊接接头焊筋表面夹渣缺陷面积≤10mm2【原文是?】时,缺陷深度应( )mm。中等A≤3≤2≤1<3单选题铝热焊焊接接头焊筋表面夹渣缺陷面积≤20mm2时,缺陷深度应( )mm。中等C≤3≤2≤1<3单选题铝热焊软化区宽度测试线为:接头纵向断面,距轨顶面( )的纵向直线。困难A4mm5mm4cm5cm单选题铝热焊型式检验项目中静弯项目需要受检试件数量为( )。简单D821510单选题铝热焊型式检验项目中硬度项目需要受检试件数量为( )。困难B1234单选题铝热焊型式检验项目中疲劳项目需要受检试件数量为( )。中等B4321单选题铝热焊型式检验项目中断口项目需要受检试件数量为( )。简单C581015单选题铝热焊生产检验静弯试验轨头受压时间数量为( )。中等B1234单选题铝热焊连续焊接200个接头进行生产检验时,静弯所需要的试件数量为( )个。困难C1235单选题自动化的气压焊接设备,焊接过程中应能够自动记录气体流量和轨端压力等参数随( )的变化过程。中等B温度时间轨温气温单选题在气温低于0℃时进行气压焊接,应对氧气、乙炔气瓶采取保温措施,并对待焊钢轨端面各( )mm范围内提前烘烤干燥。中等A4005001000600单选题标准规定:钢轨气压焊接使用的氧气纯度应不低于( )。简单A99.50%98.00%95.00%90%单选题标准规定:钢轨气压焊接使用的乙炔纯度应不低于( )。简单B99.50%98.00%95.00%90%单选题标准规定:钢轨气压焊接时气温应不低于( )℃。简单C1050-5单选题气压焊焊前应对钢轨端面进行打磨,端面斜度允许偏差为( )mm。困难C0.80.50.20.1单选题气压焊钢轨对中夹持作业,应以钢轨( )和轨头侧面工作边为基准对齐。简单C轨底侧面轨距角轨头顶面轨腰单选题气压焊加热器火焰面应与钢轨端面( )。简单B垂直平行倾斜都可以单选题气压焊接头工作侧面轨顶面下16mm处的水平方向错边量最大允许值为( )mm。简单D120.30.5单选题气压焊接头轨脚边缘的水平方向错边量最大允许值为( )mm。简单B120.30.5单选题线路设计速度v>160km/h时,气压焊接头轨脚边缘的水平方向错边量最大允许值为( )mm。【125和126应删除,旧标准不分时速】简单C121.50.5单选题线路设计速度v>160km/h时,气压焊接头钢轨顶面纵向中心线的垂直方向错边量最大允许值为( )mm。简单A0.20.30.50.6单选题对于接头错边量超过最大允许值的气压焊接头,应切掉焊缝两侧各( )mm后重焊。中等D305060100单选题气压焊接头热处理加热宽度为( )mm。困难A60±1050±1060±550±5单选题气压焊接头热处理加热温度宜采用( )。中等A850℃~950℃850℃以上900±20℃900±10℃单选题应采用( )的方法纠正气压焊焊接接头平直度偏差。简单B打磨矫直热处理以上均可以单选题使用移动式气压焊机进行无缝线路长钢轨焊接时,锁定焊接时应使用保压推凸,当焊接接头冷却到( )℃以下时,方可去除保压压力。中等C500400300200单选题气压焊接头推凸后,轨头和轨底部分的焊筋高度应满足:( )mm。中等A0~10~20~1.50~0.5单选题气压焊接头外形精整的长度不应超过焊缝中心线两侧各( )mm的限度。困难C300500450400单选题60kg/mU75V钢轨气压焊接头拉伸试验要求为Rm≥( )MPa。中等B8008809801080单选题60kg/mU71Mn钢轨气压焊接头拉伸试验要求为Rm≥( )Mpa。中等A8008809801080单选题60kg/mU78CrV钢轨气压焊接头拉伸试验要求为Rm≥( )Mpa。中等C8008809801080单选题气压焊钢轨接头拉伸试验要求A≥( )。简单B5%6%7%8%单选题气压焊焊缝中允许存在少量的( )。简单D夹渣过烧未焊合光斑单选题气压焊焊缝及热影响区晶粒度应不小于( )级。中等C8765单选题气压焊焊缝中,光斑总面积应不大于( )mm2?【很多2误写成?】。简单D8102050单选题气压焊焊缝硬度检测试件长度应( )mm。简单A≥220≥200≥300≥320单选题标准规定:气压焊型式检验落锤项目要求受检试件数量为( )。简单B2515105单选题标准规定:气压焊型式检验静弯项目受检试件数量为( )个。简单D512315单选题标准规定:气压焊型式检验静弯项目轨头受压试件数量为( )个。中等B512315单选题标准规定:气压焊型式检验外观受检试件数量( )。简单D153025全部试件单选题标准规定:气压焊生产检验外观检验受检数量为( )个。中等B1572单选题标准规定:气压焊生产检验探伤检验受检数量为( )个。中等C1752单选题标准规定:气压焊生产检验落锤试验检验受检数量为( )个。中等B1572单选题标准规定:气压焊生产检验硬度试验检验受检数量为( )个。中等D1752单选题标准规定:气压焊生产检验断口检验受检数量为( )个。中等B1572单选题铝热焊的化学反应式为:Fe2O3+2Al→2Fe+Al2O3+( )。简单A850kJ850J85kJ8.5kJ单选题铝热焊轨缝控制以( )处为基准。简单D轨顶轨腰工作边轨脚单选题德国施密特S60SkV-E铝热焊作业中轨缝宽度控制为( )mm。简单A27~3028~3028~3226~29单选题德国施密特S60SkV-E铝热焊作业中尖点值控制为( )mm。中等C1.8~2.01.5~2.21.8~2.31.5~2.3单选题铝热焊作业预热时采用的火焰为( )。简单B氧化焰中性焰还原焰以上均不对单选题铝热焊预热完毕,撤除预热枪,应( )。简单A先关闭燃气阀门,后关闭氧气阀门先关闭氧气阀门,后关闭燃气阀门氧气、燃气阀门仪器关闭怎么关闭都可以单选题正在反应的焊剂及其装置不能与( )接触。中等A水空气坩埚氧气单选题在隧道内和通风不良的场所进行铝热焊施工时,必须使用( )做燃气。中等A乙炔丙烷两者都可两者都不可单选题德国施密特铝热焊剂反应完成后,如果钢水没能从坩埚中释放出来,必须让钢水在坩埚中至少冷却( )才能移动坩埚。困难A20分钟1小时5分钟2小时单选题报废的铝热焊剂,要与( )倍以上体积的干砂混合均匀后,再作妥善处理。中等B1234单选题( )为外观质量缺陷。中等B未焊合高低错边过热疏松单选题GAAS80/580焊机属于( )焊机。简单B交流直流交直流脉冲单选题钢轨焊接接头正火完成之后,立即使用压缩空气对接头进行喷风处理,其目的是为了改善接头的( )。中等B韧性硬度内应力强度单选题( )不属于固定闪光焊工艺流程。简单D除锈正火探伤退火单选题GAAS80/580焊机液压系统安装( )在焊接后期的顶锻阶段打开,以保证足够的顶端速度。中等A蓄能器比例阀柱塞泵顶锻油缸单选题通常氧气胶管表面为红色,乙炔胶管表面为( )色。简单D蓝色绿色白色黑色单选题钢轨焊接中对轨时“起拱”的作用是保证焊头冷却后( )的平顺。中等D工作边轨角侧面轨底面轨顶面单选题对刚焊过的钢轨接头浇水冷却,会使焊缝中产生( )组织,影响焊接接头质量。中等C珠光体铁素体马氏体奥氏体单选题GAAS80/580焊机所有使钢轨进退、接触、顶锻的力都通过( )传递到钢轨上。困难B推凸装置轨腰夹持装置电极走行轮单选题钢轨闪光焊对缝时,发现轨端面存在( )时不能直接焊接。中等C凹凸不平毛茬较大斜面平面单选题解决焊接热影响区晶粒粗大问题,可以用( )方法。中等C回火淬火正火自然时效单选题GAAS80/580焊机采用( )控制并完成焊接曲线的采集。困难ASWEP-06CPU-06PLCDX-300单选题钢轨预热闪光焊的闪平阶段,( )曲线起主导作用,其它两条曲线随该曲线变化而变化。困难B位移电流接触压力送进速度单选题由于液压油的( )下降会导致功率变化,故选用液压油时应优先考虑此项指标。困难B润滑性粘度可压缩性防锈性单选题钢轨闪光焊产生的缺陷中( )主要出现在钢轨与焊机电极接触的表面上。中等D灰斑光斑未焊合电极灼伤单选题钢轨接头的( )区域由于高温作用,使碳发生烧损,碳含量减少,打磨后可见一条清晰的亮线。中等D正火区热影响区不完全重结晶区熔合线单选题在焊接加热作用下焊缝附近发生组织、性能变化的区域叫( )。中等D焊缝区正火区熔合线热影响区单选题预热闪光焊( )的作用是烧掉端面不平处,使两焊件端面形成平行接触。中等A闪平阶段预热阶段烧化阶段顶锻阶段单选题预热闪光焊( )的作用是增大加热区宽度,减小温度梯度;缩短预热后的烧化时间,减小烧化量。中等B闪平阶段预热阶段烧化阶段顶锻阶段单选题预热闪光焊( )的作用是继续对焊件端面进行加热,形成金属蒸汽对焊件端面形成保护,防止空气氧化端面。中等C闪平阶段预热阶段烧化阶段顶锻阶段单选题预热闪光焊( )的作用是使液态金属层迅速地从焊件端面挤出,封闭了端面间隙,使接头产生足够的塑性变形,形成共同晶体。中等D闪平阶段预热阶段烧化阶段顶锻阶段单选题决定钢轨硬度主要是钢轨中的( )元素。中等DMnFePC单选题钢轨铝热焊接质量与( )相关。困难D操作水平和熟练程度焊剂质量气候条件以上都对单选题( )就是金属在受外力(荷载)过程中所表现出来的一种能力。中等C物理性能化学性能机械性能焊接性能单选题GAAS80/580焊机动架的送进和后退是一种( )运动。简单A钟摆式小弧线直线圆周不规则曲线单选题钢轨焊前除锈不良,会导致预热效果不好,其最明显的特征是( )下降。简单B预热电流顶锻量烧化量顶锻力单选题GAAS80/580焊机主机的清洁不允许采用( )的方式,以避免灰尘过多堆积在变压器等死角处。简单C吸尘器棉纱擦拭压缩空气吹除毛刷单选题( )不需要进行SWEP-06的自动标定。困难D焊机首次使用;焊机试验、鉴定前更换全套SWEP—06控制装置后更换位移传感器或位移传感器NM电路板后补充液压油后单选题GAAS80/580焊机最大焊接输出功率为( )kW。简单C80800580600单选题钢轨闪光焊的顶锻过程中,若钢轨与钳口打滑,可以从( )记录曲线中分辨出打滑现象。困难A位移电流顶锻力电压单选题铝热化学反应是一个( )反应。简单A氧化还原氧化还原不可确定单选题钢轨的欠速淬火获得的是( )组织。困难C珠光体马氏体索氏体奥氏体单选题闪光焊后接头正火最重要部位是( )的温度。困难A轨底角轨腰轨顶面轨顶角单选题由于焊接是一个局部快速( )的过程,因而焊件不同位置的温度不同,造成各部分的组织性能不同。困难D加热冷却化学反应加热和冷却单选题钢轨中的硅降低钢轨的焊接性能,主要是焊接时形成低熔点的( ),影响焊缝质量。困难B氧化硅硅酸盐脱碳层硫化硅单选题钢轨闪光焊造成未焊透的主要原因其中有( )。困难B顶锻压力过大闪光中断加热区过宽加热过高单选题在钢轨铝热焊中,脱氧就是去除钢中的氧,以防止钢液在浇入铸型后产生( )等缺陷。困难B缩孔气孔夹砂热裂单选题铁运[2006]20号《钢轨焊接焊补管理办法》自( )起实行。简单A2006年3月1日2006年5月1日2006年7月1日2006年1月1日单选题钢轨焊接包括( )和现场焊接,钢轨焊补包括钢轨焊补和辙叉焊补。简单C闪光焊接气压焊接基地焊接锁定焊接单选题允许速度大于等于( )的线路上禁止进行钢轨焊补作业(不含高锰钢辙叉)。困难A140km/h120km/h160km/h800km/h
P+F接近开关 压力传感器可以被安装在注塑机的喷嘴、热流道系统、冷流道系统和模具的模腔内,它能够测量出塑料在注模、充模、保压和冷却过程中从注塑机的喷嘴到模腔之间某处的塑料压 力。该数据可被记录在监测系统中,以用于实时调节模塑压力,并在模塑后进行检查或者排除生产过程中出现的故障。
泰安接近开关经过几年的成长发展,一些在孵企业的研发项目已经开始生产并投放市场。山西邦奥伟业半导体照明有限公司引进实施的国家“863计划”技术———“微槽群复合相变LED灯冷却器技术”、阳泉建鸿煤矿设备有限公司与中科院自动化所合作研发的嵌入式光学气体浓度(甲烷)传感器、山西博亮硅业有限公司承担的省“十二五”科技重大专项绿色轮胎用高分散二氧化硅项目、山西力腾高科磁业有限公司的永磁电机等研究项目已进入产业化前的试生产阶段,部分产品开始试探性投放市场。如今,园区不仅是我市新型产业的重要研发中心,也正在逐步成为我市承接外来高新技术成果转化的重要基地。
代理接近开关这些新技术的推出,也得益于法雷奥近年来的研发投资,以及所创建的12个技术平台:5个用于汽车电气化(48伏电机和逆变器、48/12V电流转换器、电池冷却、车舱热管理和热泵),3个来自法雷奥西门子合资企业的高压电气产品(电机、逆变器和充电器),4个用于驾驶辅助(前置摄像头、驾驶员监控、新一代法雷奥SCALA® 激光雷达和将传感器与专用冷却和清洁系统结合在一起的传感器清洁系统)。
雷尼绍(Renishaw)公司新开发的TRS1刀具破损检测传感器在刀具破损的高速检测上具有很多优势。这种单面测量装置可以安装在任何稳定的垂直表面上,能在换刀位置附近对刀具进行监测,而无需将刀具下移到安装在工作台上的传感器处。它的采样算法能准确区分刀具与冷却液滴,实现快速、可靠的检测。它还能在双主轴车床加工中主轴转换的情况下,用于对已经通过切断加工而分离的工件进行检测。
压力传感器可以被安装在注塑机的喷嘴、热流道系统、冷流道系统和模具的模腔内,它能够测量出塑料在注模、充模、保压和冷却过程中从注塑机的喷嘴到模腔之间某处的塑料压 力。该数据可被记录在监测系统中,以用于实时调节模塑压力,并在模塑后进行检查或者排除生产过程中出现的故障。
发动机工作时,ECU接收油门踏板传感器、发动机转速传感器、凸轮轴位置传感器、冷却液温度传感器等信号,通过计算、分析,发出执行指令,以15.6KHz频率信号控制伺服电机动作;再经过偏心轴凸轮、凸轮轴凸轮、中间推杆、气门压杆改变进气门的开启升程。
自力式温度控制阀利用液体受热膨胀及液体不可压缩的原理实现自动调节。温度传感器内的液体膨胀是均匀的,其控制作用为比例调节。被控介质温度变化时,传感器内的感温液体体积随着膨胀或收缩。被控介质温度高于设定值时,感温液体膨胀,推动阀芯向下关闭阀门,减少热媒的流量;被控介质的温度低于设定值时,感温液体收缩,复位弹簧推动阀芯开启,增加热媒的流量。结构原理:自力式温度控制阀主要由阀体、阀座、阀瓣、阀盖、温包、调节螺母等零部件组成。根据被调介质出口温度高低自动调节热源入口阀门开展大小,热源与被加热介质既可采用自成回路系统,也可采用直接混合加热系统。温度调节阀包含一个控制阀和一个温控器(包含一个温度传感器、一个设定点调整器、一个毛细管和一个工作活塞),依靠选择不同的温度状态应用。温度调节阀根据液体膨胀原理操作,如果在传感器上的温度升高,将使得液体填充物同时加热并膨胀,在工作活塞的作用下阀门关闭,此时将冷却介质。通过设定点键可以一步步调整,可以在标尺上读出。