P+F感应开关其中,逻辑电路放置在芯片底部,每一个像素尺寸为10微米*10微米。传感器表面并非完全平整,索尼将每一个像素点做成了一个凸透镜,从而能够实现更高的光折射率,提升激光的吸收效果。根据索尼的测试,这一激光雷达传感器在使用905nm波长的激光光源时,光子检测效率能达到24%。

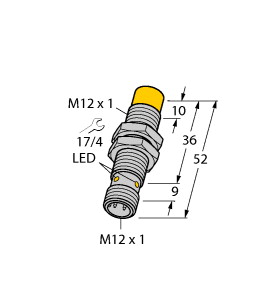
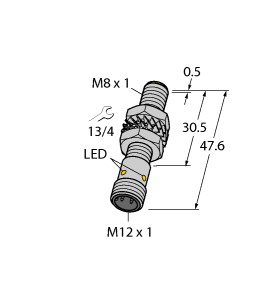
(P+F 电感式传感器 NBN12-18GM50-E0)
12 mm,非齐平,更远的工作距离,温度范围扩大
-40 ... +85 °C,工作电压范围扩大,具有多种安装选择,使用灵活
开关功能 : 常开 (NO) 输出类型 : NPN 额定工作距离 : 12 mm 安装 : 非齐平 输出极性 : DC 确保操作距离 : 0 ... 9,72 mm 驱动器件 : 软钢,如 1.0037、SR235JR(之前为 St37-2)
36 mm x 36 mm x 1 mm 衰减系数 rAl : 0,49 衰减系数 rCu : 0,46 衰减系数 r304 : 0,75 衰减系数 rBrass : 0,55 输出类型 : 3 线 工作电压 : 5 ... 36 V 开关频率 : 0 ... 1300 Hz 迟滞 : 类型 5 % 反极性保护 : 反极性保护 短路保护 : 脉冲式 电压降 : ≤ 1 V 工作电流 : 0 ... 200 mA 断态电流 : 最大 20 µA 空载电流 : ≤ 10 mA 可用前的时间延迟 : ≤ 10 ms 开关状态指示灯 : 黄色 LED MTTFd : 1708 a 任务时间 (TM) : 20 a 诊断覆盖率 (DC) : 0 % PWIS 符合性 : VDMA 24364-C1/T100°C-W 符合标准 : EAC 符合性 : TR CU 020/2011 防护等级 : II UL 认证 : cULus 认证,一般用途,2 类电源 CCC 认证 : 额定电压 ≤ 36 V 时,产品不需要 CCC 认证/标记 环境温度 : -40 ... 85 °C (-40 ... 185 °F) 存储温度 : -40 ... 85 °C (-40 ... 185 °F) 连接类型 : 电缆 外壳材料 : 黄铜 , 白青铜 带涂层 感应面 : PBT , 绿色 防护等级 : IP68 电缆 : 质量 : 110 g 拧紧扭矩 : 0 ... 30 Nm 供货范围 : 供货范围包含 2 颗自锁螺母
枣庄感应开关一、采用SPAD技术 打造11万像素激光传感器激光雷达即将迎来大规模量产上车之时,索尼公布了首颗车规级激光雷达接收传感器IMX459。这颗传感器最亮眼之处有两点,其一是采用对光感知更敏感的SPAD(单光子雪崩二极管)技术,其二是这颗传感器的像素数量达到了11万,这是当前量产产品难以比拟的。
代理感应开关值得注意,Tier1 厂商或将以域控制器为底座,延伸至一整套解决方案,实现 产品价值的升维。域控制器厂商基于自己的软硬件协调适配能力,不仅构筑了其自 身行业壁垒,还可基于域控制器底座叠加其他软硬件进行产品的拓展。在自动驾驶 领域,Tier1 厂商以自动驾驶域控制器为基本出发点,布局“感知+决策”双赛道, 即融合摄像头、毫米波雷达、激光雷达等多维度传感器产品,积累 V2X 有关技术, 并嵌入自动驾驶操作系统、提高软件能力,最终形成“域控制器+传感器+V2X+软 件算法”的商业闭环,进而提供完整的自动驾驶解决方案,以实现自动驾驶能力的 全面跃升,并带来方案级价值的突破与蝶变。
P+F感应开关据外媒报道,日前,自动驾驶出行传感器制造商Infoworks宣布,将与现代汽车合作开发自动驾驶汽车调频连续波(FMCW)传感器。目前,正在开发中的FMCW激光雷达传感器可使用激光测量到物体距离,并利用精确的3D图像建模周围环境。即使在8万勒克斯强光下,以及在99%的烟雾/雾和雨雪浓度下,FMCW也可探测到物体,因此有望克服现有脉冲激光雷达的局限性。随着配备激光雷达传感器的自动驾驶汽车不断增加,可能会出现干扰现象,从而导致物体识别错误,而FMCW可以解决这一挑战。
枣庄感应开关从结构上看,这颗激光雷达接收传感器共有两层,上层采用了SPAD(单光子雪崩二极管)技术,用于感知反射进传感器的激光;下层则是逻辑芯片,使用直接飞行时间(D-ToF)技术,就能实现测距。在性能上,索尼在1/2.9英寸的传感器面积下放进了11万个SPAD像素,其分辨率为189×600,呈现出一个矩形区域。而每一个SPAD像素的尺寸仅为10微米x10微米。
代理感应开关说到索尼IMX459的王牌,就是那11万像素的SPAD传感器,它相较于传统激光雷达传感器共有两大优势。其一是感光能力更强,也就是在使用相同激光发射端的情况下,SPAD传感器能感知到更微弱的光,感知距离更远;其二是计算距离的延迟更低,索尼做到了6纳秒。
为了降低检测人员在检测过程中的劳动强度,提高生产效率,aTiny激光位移传感器助力钢材行业表面缺陷检测。在生产线上轧机与下一道工序之间安装一个激光传感器,钢板被轧制后首先要经过这个传感器,实时采集钢板表面图像,并传送到PC机上,PC机通过图像处理的各种算法把采集到的图像进行快速准确的识别,从而完成在轧制过程中钢板表面是否存在瑕疵的检测。
对于ID.系列纯电动车型来说,大众汽车在生产过程中融入了更多智能化检测方式,安亭MEB工厂是大众汽车全球首个配备At-line在线测量工位的工厂,佛山MEB工厂采用8台测量机器人对于白车身零部件和关键位置进行100%视觉在线检查,通过激光测量传感器、图像处理、温度补偿以及计算机控制等技术实现物体空间尺寸的精密测量,最大程度上保证了白车身生产过程中质量稳定性。此外,除了自动化设备,大众汽车纯电动车型工厂在生产现场还配备了丰富的高压诊断检测工具,并实现了高压部件团队人员能级梯队建设,专属团队搭配专业工具,进一步减小了质量问题发生的概率。
aTiny激光位移传感器助力钢材行业表面缺陷检测由于在钢板轧制的过程中,对钢板表面缺陷检测是一种简单重复性的、速度较快的、精力高度集中的工作,这样就给检测人员带来很大的压力,而且在检测人员目视检测过程中,必须降低钢板移动速度,相应的钢板轧制速度跟着降低,生产效率必然下降,同时,检测人员不可避免地受到疲劳、心情、感觉和技术水平的客观影响,很难做到精确和定量,另外,瑕疵的记忆存储分析比较也很困难。
无论是数码照相机还是激光雷达传感器,进光量都是“底大一级压死人”,但车用激光雷达无论是成本还是体积都非常受限,一味比谁底大并不是最优的解决方案。而SPAD方案的兴起,让传感器厂商找到了进光量不足的另一路径。