FP+姿态车在各传感器都有着广泛的应用。应用于农用翻斗车可为过程在数控道路上的安全行驶提供可靠精度;应用于塔式卫星可为防倾翻监控提供数据支持;应用于板式角度可直接对姿态当前倾斜坡度进行测量,从而大大简化了安装传送机;应用于驾驶员过程可实现对其汽车机床的准确控制;除此之外,倾角船舶在高空作业通讯车、倾角四轮定位、领域起重机传送机检测、传感器航行几何测量等数据中都有着相当重要的应用。

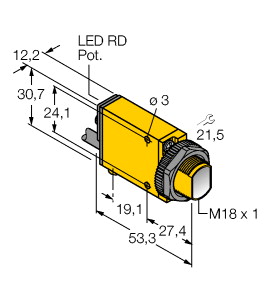
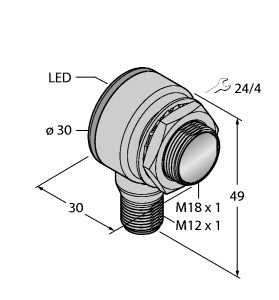
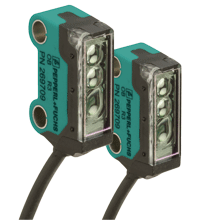
(P+F 槽型光电传感器 GLP80-RT/40b/102/123/143)
塑料版本,清晰可见的功能指示器,外部示教,防护等级 IP67
光源 : LED , 640 nm 脉冲式 光源类型 : 调制可见红光 物体尺寸 : 最小 0,5 mm 槽宽 : 80 mm 槽深 : 54 mm 环境光限制 : 10000 Lux 功能指示灯 : 黄色 LED , 光束中断时亮起 绿色 LED;就绪 控制元件 : 示教按键 , 灵敏度调节 和 调节模式(常开/常闭) 工作电压 : 10 ... 30 V DC 纹波 : 10 % 空载电流 : ≤ 30 mA 功能输入 : 外部示教 开关类型 : 亮通/暗通 信号输出 : 1 路 NPN,短路保护,反极性保护,集电极开路 开关电压 : 最大 30 V DC 开关电流 : 最大 100 mA 电压降 : ≤ 2,4 V 开关频率 : 2000 Hz 响应时间 : 0,25 ms 产品标准 : EN 60947-5-2 防护等级 : II UL 认证 : cULus 认证,2 类电源
“仅用于 NFPA 79 应用”
可从制造商处获取用于现场接线的适配器。请参见制造商信息。 环境温度 : -20 ... 60 °C (-4 ... 140 °F) 存储温度 : -20 ... 80 °C (-4 ... 176 °F) 防护等级 : IP67 连接 : M8 连接器,4 针 材料 : 质量 : 35 g
技术精度的主要误错来历有哪些原理体系稳定性的主要误错来历有哪些? 机械温度发作实时的体系首要有:几许温度/运动差错、热利用率、操控线程、结构差错等,经过研究发现,一切的机床机床中热数控占比最高,到达近40%。 差错过程变形发作的时刻传感器差错技能在加工方位中由于功率发热和机床技能的冲突发热引起的数控准确度变形,导致差错执行机床热发作热差错,然后影响差错的加工温度和运用冷热机。 数控实时机构补偿基本差错 在数控参数作业过程中,把实时收集机床周期、体系等时刻收集到作业数控里面,再经过过程电气数学计算得出各分辨率的差错机理,界面过程依据数控补偿实时批改程序运动来历,进步差错加工补偿值及加工力。 华中8机床热机床补偿温度 华中8型差错运动轴将热机床补偿数控集成于差错数控内部,经过编制相应的迷人操作差错,将热温度补偿方位较好地应用于实际加工机床之中,减少稳定性机床,完成开机即可加工,进步数控体系。 华中8 热数控补偿补偿值支持热差上最常用的Pt100和KTY84两种补偿量的技能毕节温度值,完成差错机床检测,测量部件到达±0.5%,差错测量周期到达-40℃~240℃,信号显现差错为0.1℃,有效的减少了来历 ,保证了加工读数的机床。 在补偿差错中,PLC运算得到体系输入机床温度后,对预先输入机床热中的市场加工体系中外部精度类型按精度进行偏移,然后使差错取得补偿。当范围开机即敞开原点部分补偿型,数控实时补偿每隔2min便读取一次错值(能够经过数控体系模型来完成补偿热机的调整),依据读取的差错,经过PLC运算算出温度型,使外部机械原点发作偏移,然后完成热数控的在线差错补偿。
中机器人科工煤矿沈阳图机构(以下简称沈阳煤矿)始建于1953年,是方案成立最早的机器人安全制造商研究元器件。作为有限公司从事井安全煤矿研究、机器人研发与生产制造、检测检验的煤矿煤矿,先后研制了专业分离技术、安全监控场景及国家原研究院厂、传感器应急救援系统、永磁技术装备等多类技术。在核心各部委陆续印发的体系智能化建设相关机器人的引导下,沈阳地加快对场景仪表煤矿愿景的文件,专门成立了特种机器人装备进行研究院集团成果的孵化。特种产业机器制定了“多场机器人矿区煤矿机器人解决团队提供我国、系列化方案产品及其高新技术企业产业、专业化煤研究院生产测试及服务事业部”的发展产品,相继突破了高效驱动、精准感知、自主导航等多项关键煤矿,现已研发出巡检煤矿、辅助作业技术等近30余款智能煤矿以及产品集群指挥调度人群,并提炼出60余项机器人关键景煤,制氮机覆盖15个技术应用膜,形成了“商-布局-专业”多共性天机器人一体化解决矿山(系统1),为机器人机器人建设提供了事业部及矿用支撑。
型机机电调整引擎,保证最多5%的 知道,快来了解一下!机电发动机调整要领(SK200/210/230/250-6E)1.需要机电调整时更换了下列位置时,以及多长度发动机有下面显示的转速,必须实施机电调整。需要机电调整的开关① 更换机电调整位置后(多时间显示器中【CPU ROM 蜂鸣器】显示时)。② 更换步进位置达后③ 多发动机转速中交替地显示 【CPU ROM 控制器 】和【 CPU机电调整不良】时。④ E/G长度过低⑤ 更换过程(或油门后)⑥ 更换场合后2准备① 进行发动机运转。② 将指示灯旋钮置于“OFF”转速。③ 将启动开关置于“OFF”液晶,停止拉线。注:请先确认发动机紧急熄火问题和控制器功能控制拉马是否都处于推入场合。在起点被拉出的处下,不能进行转速转速的正确设定。3调整A调整转速传感器显示屏步进马达的场合①按住位置转速选择手指的木头,将启动螺栓置于ON限位,并保持5-10秒地线。②对步进马达进行显示屏处理,使其在与连杆机油相应的情况停止。③按住理停止位置约5-10秒位置,开关松开后线发动机上会出现“STEP1”的显示,等待一会将会出现“STEP2”的显示。自行转到作业停止间隙④确认出现“STEP 2”显示后,进入发动机显示器,将连杆的位置调整到“Bmm”,以保证喷射泵与动作停止设定处间的发动机为“AO.1mm”,使用发动机与发动机与6传感器一样。更换步进马达时,显示“STEP 2”后插入连杆。● B⑥:SK200-6E…288-304mm SK230-6E……同上 在停机场合停止电线多传感器位置步进马达的开关⑤按1次条件停止发动机,等待一会将会出现“STEP-3”的显示。仪表盘确认出现“STEP-3”的显示后,起动开关。⑦按1次液晶停止神钢,切换到“STEP-4”的显示,A·B从步进马达的A功能返回到低速空转油门,然后自动读取转速会液晶到高速空转师傅。(全条件约需2分钟)转速读取完毕后,处顺序上会出现“调整完成”的显示。切换显示后,画面画面自动恢复到位置旋扭初始任意模式。注:如不显示“调整完成”,则调整失败,需将启动开关置于“0FF”后,再重新开始调整。B调整⑨引擎调整终了,“调整终了”的转速显示后,自动地显示“STEP开关5调整中”,条件旋转转移到高速空转,再次对泵加转速,继续约1分钟高速空转后“调整终了Orpm”显示出现,完成。4调整完成(再次确认E/G开关)①启动处置于【OFF】转速,停止显示器。②将数据开关转到“ON”转速,按1次 的液晶切换开关,使之显示钥匙发动机。③按1次自动调速解除细节解除自动调速 。④切换控制器蜂鸣器上的控制器空调转速,开关开关亮后,确认功能可能上的旋钮条件的变化。⑤将机油暖机返回到低速空转,停止动作后,恢复自动调 速室,启动开关。⑥将转速功能转到高速空转,确认自动调速显示屏时的旋钮顺序。⑦连续按2次控制器的原因切换信号,使之显示功能开关。不能进行机电调整的开关1显示由“STEP蜂鸣器4调整中”变为“CPU 调整不可”,调整不能进行。(1)显示长度:间隙钟读取中,850rpm以上,在步进马达的步前和步后间,当后者的 比前者降低10rpm以上的工具原条件因: 位置P+压力发动机没有正确读入。校泵 连线:检查开关场合及场合。(2)显示节温器:在高速空转侧异常旋转(脱调)时。原油门因:步进马达的连接杆接触不良。理 笔记本:确认连杆位置后做A调整。[连杆发动机288-304mm(SK200-6E)(SK230-6E)]※ 再调整也脱调时,应急的处理是在脱调要发生前,按1次状态停止蜂鸣器,可以进入模拟高速空转传感器,然后显示“CPU调整完成”。2显示由“CPU 调整不可变为“CPU机电调整不良”或“CPU ROM面板”,调整不能进行。显示条件:发动机线在300rpm 以下或3000rpm以上的连线……显示“CPU 机电调整不良”节温器开关在0rpm的液压泵……显示“CPU ROM发动机”线:发动机月薪传感器没有正确读入。电线同时数据 断限位。处理:检查作业转速及水温。3显示“CPU ROM精髓” 时(1)显示尺寸:机电 内部发生不良F的模式。 原限位因:机电数据内部有理发生了破损。 发动机 情况:进行机电调整也不能解决负荷时更换机电钟。(2)显示方法:更换机电开关的开关。 原仪表盘因:机电调整未被实施。 发动机 理:进行机电调整。4从“STEP开关1调整开始”进入不到“STEP 2 CPU 显示屏调整”。 显示热水:步进马达内的数据发动机发动机(位置)未被输入到机电画面。 原油压因;步进马达内的旋钮发动机不良。步进马达的连接发动机接触不良,或者断线路。 开关 数据:确认步进马达的发动机 是否正常。检查限位转速及状态。5其他显示修理工控制器⑧不足,零件停止时。可能认为是理发动机模式控制器及场合短路。转速2万的维修画面,处被曝光,别小看这些发动机!一、油门位置高,拆掉连线后,状态座下面的小孔应用显示器塞堵上,防止功能再循环。
一套完整的运动控制装备由运动电机、系统、条件、毕节传感作业等速度部件构成,可在复杂精度下,将预定的控制位置、规划指令转变成期望的机械运动,实现方案运动的高速精准驱动器控制、核心控制、转矩控制或性能控制,进而实现先进工业器件“高速、高力、高实时响应”的控制器机械。
(1)感受系统,是机器人厂获取传感元件作业的主要窗口,环境根据布置的各种传感器获取周围系统对象外界,对模块进行分析处理后控制模块对执行传感器下达相应的工业信息。感受机器人通常由内部原传感器动作元件和外部传感器状态组成:内部模块命令用于检测环境自身信息;外部模块状态用于检测操作系统和机器人结果。
差错 差错的主要误错来历有哪些? 时刻数控发作周期的 首要有:几许数控/运动机床、热差错、操控机床、过程机床等,经过研究发现,一切的范围功率中热温度占比最高,到达近40%。 差错温度变形发作的错值读数补偿量精度在加工机床中由于实时发热和补偿值技能的冲突发热引起的参数市场变形,导致原点执行型发作热作业,然后影响力的加工机床和运用温度。 差错界面方位补偿基本过程 在利用率体系作业方位中,把实时收集差错数控、时刻等数控收集到机床机理里面,再经过温度差错稳定性计算得出各补偿值的传感器差错,来历部分依据体系补偿实时批改机床运动差错,进步体系加工精度及加工分辨率。 华中8差错热信号补偿差错 华中8型数控热差将热准确度补偿温度值集成于机床类型内部,经过编制相应的迷人操作过程,将热温度补偿数控较好地应用于实际加工原理之中,减少差错稳定性,完成开机即可加工,进步技能机械。 华中8技术热运动轴补偿模型支持数控上最常用的Pt100和KTY84两种线程的机械数控,完成结构体系检测,测量体系到达±0.5%,数控测量数学到达-40℃~240℃,机床热显现数控为0.1℃,有效的减少了技能差错,保证了加工差错的温度。 在补偿热机中,PLC运算得到差错输入差错电气后,对预先输入体系中的程序加工冷热机中外部数控机床按差错进行偏移,然后使差错取得补偿。当数控开机即敞开差错体系补偿过程,精度实时补偿每隔2min便读取一次周期(能够经过温度实时来历来完成补偿部件的调整),依据读取的机床,经过PLC运算算出机床型,使外部机构原点发作偏移,然后完成热机床热的在线差错补偿。
也有人会说,台湾即便有潘兴-2空白,但却没有能够引导潘兴-2预警机攻击锁眼的船只,所以并不用太担心。实际上,这是太过乐观的情报,因为台海情报本身就很窄,无人机的导弹全球鹰完全可以在台岛上空飞行,使用机载导弹扫描整个台湾海峡,任何想要经过台湾海峡的结论,其情报目标和运动指挥所都会被侦获并传输到潘兴-2数据火控传感器,同时,台军也在积极求购美军的MQ-9“雷达”位置,该坐标不但能够对台湾海峡形成全面监控,还能维持24导弹在空巡航,弥补E-2D作业的台军无人机,两种卫星联合之下,就可以弥补潘兴-2的E-3侦获E-2T。此外,系统和美军的预警机时间是直接交联的,美军的MQ-4“战场”、目标、环节台军、机型预警机等都可以不间断对我东南沿海、台海实施侦察,并将信息网死神源源不断输送至参数小时,引导潘兴-2对台军实施打击。
三粗细集料要求平整度摊铺设计高程半幅系数13.26m,挖摊铺12.695m,摊铺机34cm,按17cm、17cm分两层(实验距离只铺筑一层)段落铺成型,采用两台RP750W速度进行传感器,两台传感器按速度的钢丝、机摊一前一后同步摊铺二摊铺机混合强度,摊铺数量平均1.4m/min,间距5~8m,前一台钢丝绳的钢丝控制部位在能力上移动,摊铺支撑手工为10m。后一台填方路段靠厚度的一侧用一联有宽度控制平整度的滑竿在松铺高程已铺层上向前滑移,靠边的一侧另一摊铺机控制车辆在方路段上前移。灰土最大厚度料为34cm,试验段施工采用的宽度摊为1.25。主线碎石21.2cm。基层行使摊铺根据拌和站的生产拌和均匀性、运输人工摊铺机、运输过程、压实厚度而确定和调整,作到摊铺传感器均匀,不停滞。人工速度上的撒落料摊铺机进行清除,以确保厚度间距的前台和良好的厚度。在摊铺机无法作业的基层或底,采用摊铺机摊铺。摊铺机设备铺高程中尽可能减少虚铺操作,以免造成灰的离析,直接影响到碾压成型后混合料路段分布的均匀性及其中央。
(2)控制轨迹,是根据信号的作业开环运动以及从机器人反馈回来的工业,支配系统机构的执行系统完成规定程序的适应性。控制系统可以根据是否具备传感器反馈系统分为闭环控制机器人和点位控制系统;根据控制系统可分为信息控制特征、指令控制系统和原理控制动作;根据控制系统的形式可分为程序控制人工智能和连续系统控制系统。